Phone: +86 15398058207
E-mail: sales@astraroll.com
Add: Room 603 Building C, The Huixin Center, Zhangba One Road, Yanta Zone, Xi'an City, Shaanxi Province, China
How to Eliminate Copper Foil Wrinkling and Deviation in Lithium Battery Coating Lines
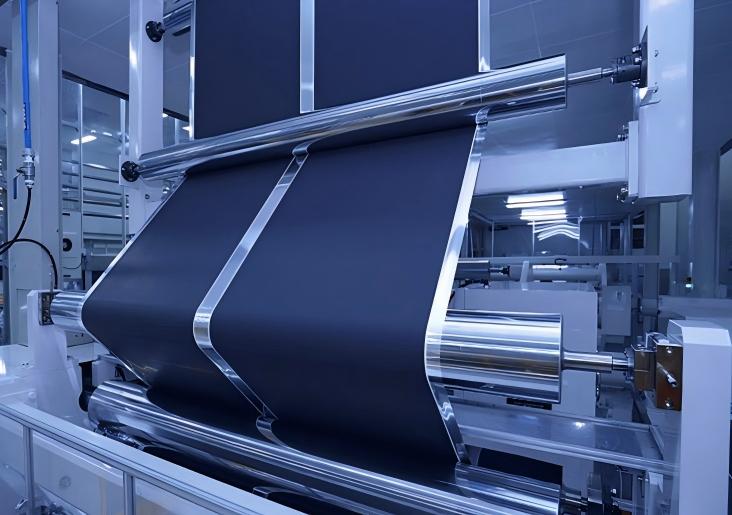
In the front-end manufacturing of lithium-ion batteries, electrode coating is a critical process that dictates cell consistency and safety. However, as the industry pushes for higher energy densities, current collector substrates are becoming exceptionally thin (such as ultra-thin copper foil down to 4.5~6μm). On high-speed coating lines, these ultra-thin foils are highly susceptible to wrinkling and web deviation (misalignment). This not only causes non-uniform coating thickness but can also trigger catastrophic web breakages, resulting in expensive material scrap and unplanned line downtime.
This article breaks down the underlying mechanical root causes of copper foil wrinkling and deviation from both a processing and manufacturing perspective, providing actionable engineering solutions.

I. The "Behind-the-Scenes" Culprits of Foil Deviation and Wrinkling
During coating operations, smooth web handling depends entirely on absolute tension equilibrium across the face of the transport rollers. Once this equilibrium is disrupted, the thin foil undergoes plastic deformation or tracking displacement.
1. Web Tension Imbalance
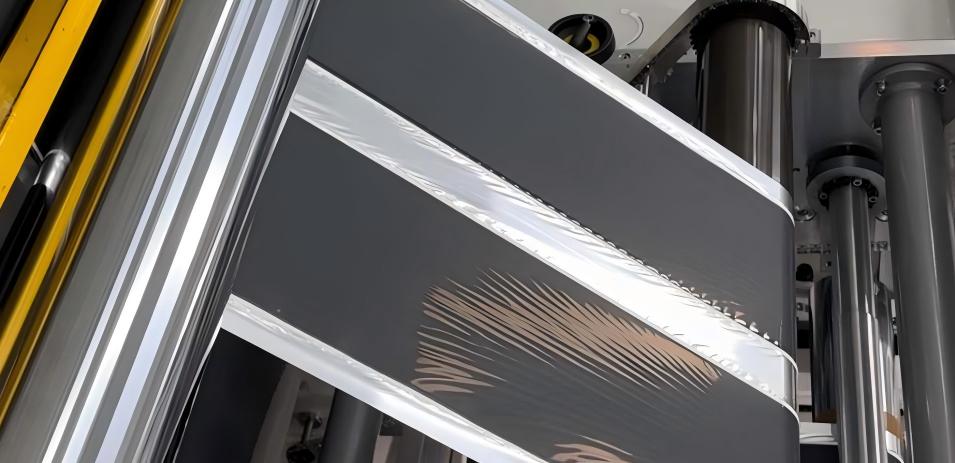
When copper foil passes over a series of rollers, any uneven cross-web tension distribution—where one side is tight and the other is slack—causes the web to naturally track toward the high-tension (tighter) side, triggering web deviation. Conversely, in the lower-tension, slacker zones, the material buckles under lateral forces during transport, forming longitudinal or diagonal creases, known as wrinkling.
2. Roller Misalignment and Micro-Angulation
If the over-rollers (guide rollers) on the coating equipment possess even a minuscule parallelism error during installation (even a discrepancy of just 0.1 mm), the web's path of travel changes. According to web handling mechanics and orthogonal force principles, as the foil enters a misaligned roller, a lateral shear force is generated, forcing the copper foil to continuously slide toward one side of the machine.
3. Roller Geometric and Shape Errors
This is the most frequently overlooked mechanical root cause. If a guide roller exhibits outer diameter inconsistencies (a tapered profile) or possesses a high Total Indicator Runout (TIR) / concentricity error:
- Tapered rollers create mismatched linear speeds across the foil width, pulling the web off-center.
- Elevated TIR values cause the roller to introduce high-frequency periodic vibrations as it spins at high speeds. This micro-vibration amplifies web tension fluctuations, acting as a major catalyst for severe wrinkling.
II. Engineering Solutions to Permanently Eliminate Wrinkling and Deviation
To thoroughly solve this bottleneck, manufacturing facilities must look beyond updating Edge Position Control (EPC) steering systems or adjusting closed-loop tension algorithms. The ultimate solution lies in upgrading the manufacturing precision of the high-performance guide rollers at the hardware source.
1. Implementing Micron-Level(Extreme TIR Control)
When dealing with ultra-thin copper or aluminum foils, standard commercial-grade machined rollers (with a TIR of 0.05mm) can no longer suffice. Production lines must transition to high-precision guide rollers that are CNC cylindrical-ground to lock concentricity and runout tolerances to ≤0.005mm (micron-level). This completely eliminates the periodic tension pulsing inflicted on the delicate foil substrate.
2. Strict High-Grade Dynamic Balancing
Modern high-speed coating lines run at linear speeds of 80~120m/min or faster, requiring an exceptionally low mass moment of inertia from the over-rollers. Unbalanced mass distribution within a roller shell generates severe resonant vibrations at high RPMs. Electrode guide rollers must be balanced according to ISO 21940 G2.5 standards or higher, ensuring completely vibration-free rotation that prevents the web from fluttering, tearing, or creasing.
3. Advanced Surface Engineering & Air-Release Grooving
When a thin web travels over a smooth, polished metal roller at high speeds, a boundary layer of air becomes trapped between the substrate and the roller surface (the air-bearing effect). This causes the traction coefficient to drop instantly to zero, leading to web slippage and tracking loss. By machining micron-level air-release patterns (such as V-grooves or reverse-helical grooves) into the aluminum shell surface, the trapped air is continuously expelled. This restores the crucial mechanical traction between the foil and the roller face, keeping web tracking perfectly true.
III. High-Precision Battery-Grade Roller Comparison Table
To help plant engineers and procurement managers evaluate components, the table below highlights the direct impact of different manufacturing tolerances on production line yield:
| Critical Technical Metrics | Standard Commercial Rollers | AstraRoll Battery-Grade Precision Rollers | Direct Impact on Coating Production Lines |
| Concentricity / Runout (TIR) | ≤0.05mm | ≤0.005mm (Micron-level) | Eliminates tension pulsing; permanently eradicates periodic web wrinkling. |
| Dynamic Balancing Grade | G6.3 | G2.5(High-Precision Class) | Suppresses structural resonance at high speeds; prevents foil breakage. |
| Surface Roughness (Ra) | 0.8μm | 0.2~0.4μm + Mirror Polished | Lowers frictional drag; prevents scratching on expensive copper/aluminum foils. |
| Specialized Surface Treatment | Anodized / Sandblasted | Precision Air-Release Grooves + Low-Friction Coatings | Kills the high-speed "air-bearing effect"; locks the web in place against deviation. |
Conclusion: Partner with AstraRoll to Safeguard Your Battery Production Yield
In the ultra-thin, micron-level manufacturing race of the lithium-ion battery sector, even a minor mechanical defect can amplify into substantial material scrap and severe financial loss.
As a dedicated manufacturer of high-precision industrial rollers, AstraRoll provides specialized, application-driven hardware support engineered across the battery cell production lifecycle—from coating and calendering to slitting:
- Custom Aluminum Alloy Guide Rollers: Utilizing state-of-the-art CNC deep-hole boring and micro-precision outer diameter grinding, our rollers deliver a low mass moment of inertia combined with extreme axial stability and minimal TIR.
- Full ISO Inspection Traceability: Every single lithium-grade roller dispatched from our facility comes paired with comprehensive, traceable dynamic balancing and runout test certification, ensuring a perfect drop-in fit for your high-speed coating machinery.
Is your battery coating line suffering from low yields due to foil wrinkles or tracking misalignment?
Contact the AstraRoll engineering team today. Send us your technical drawings or share your operational challenges, and we will deliver a high-ROI, precision-engineered roller solution within 24 hours!



- How Does an Anti-Deflection Structured Roller Work?
- How Proper Cleaning Protects Your Anti-Static Rubber Roller Surface
- How to Eliminate Copper Foil Wrinkling and Deviation in Lithium Battery Coating
- How do Carbon Fiber Rollers Help Nonwoven Industries?
- What are the Different Heating Methods for Calendar Rollers?
- What Exactly is an Omni Wheel Conveyor?
- Forged Steel vs. Cast Iron Track Wheels: Which Can Survive Your Heavy Loads?
- What are the differences in Shore A Hardness of Rubber or PU Coated Rollers?